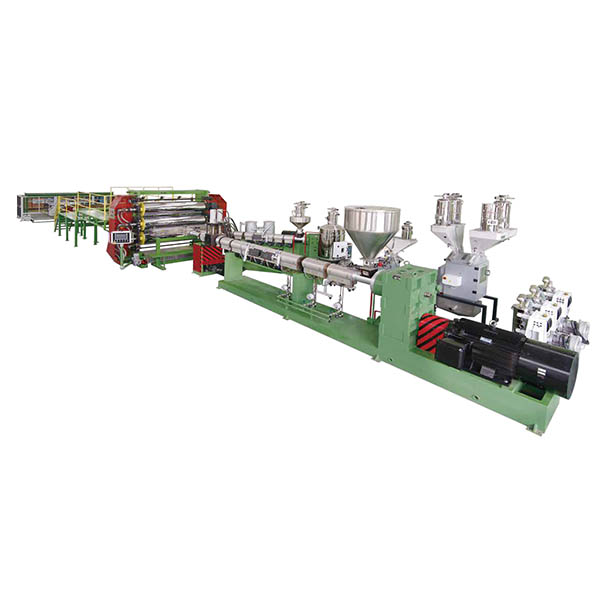
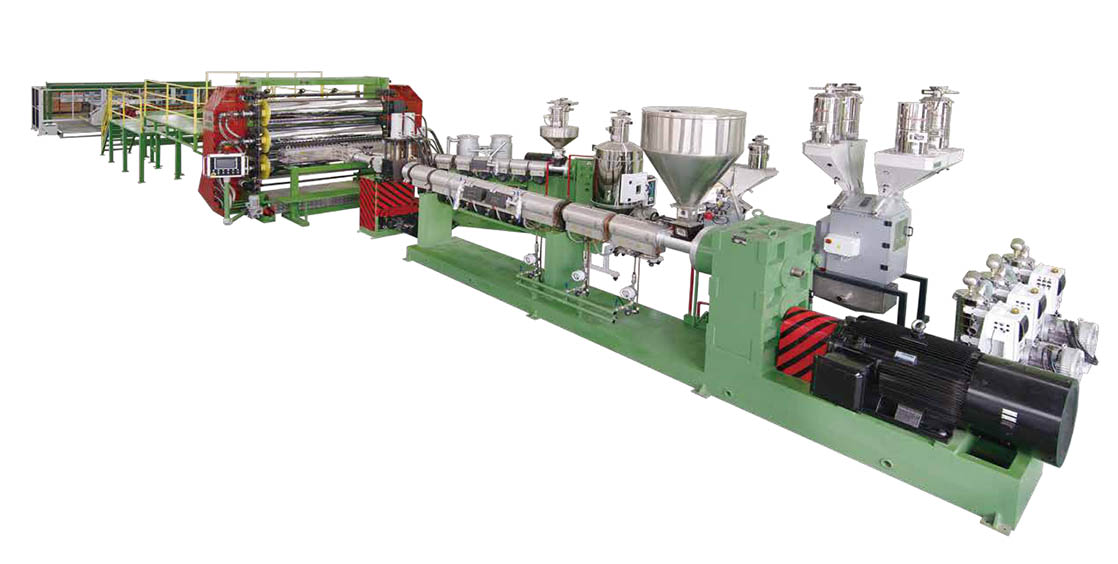
HDPE Thermoforming Plate Extrusion-linio
Jwell provizas altnivelan eltrudan sistemon, taŭgas por produkti HMW-HDPE-materialon, kiu havas malaltan MFI kaj altan forton en teleron, la platoj estas ĉefe uzataj por produkti aŭtomatan kaleŝotablon, skatolon de pick-up, kovrilon de kamiono, kontraŭ-pluvo. kovrilo ktp La plato dikeco povas redukti pli ol 30% kiam ĝi havas saman efikon forto, ĝi reduktas la produktokosto por fabrikantoj. Plado dikeco 2-12mm, larĝo 2000-3000mm.
Ĉefa teknika specifo
|
Modelo |
Larĝo de produktoj (mm) |
dikeco de produktoj (mm) |
Kapacito (kg/h) |
|
JW130+JW70 |
2200 |
1.5-12 |
600-700 |
|
JW150+JW90 |
2600 |
1.5-12 |
800-900 |
Noto: La specifoj povas ŝanĝiĝi sen antaŭa avizo.
Produkta bilda montrado




Transdona sistemo
La funkcio de la veturadsistemo estas movi la ŝraŭbon kaj provizi la tordmomanton kaj rapidecon postulataj de la ŝraŭbo en la eltruda procezo. Ĝi kutime konsistas el motoro, reduktilo kaj lagro.
Aparato de hejtado kaj malvarmigo
Hejtado kaj malvarmigo estas necesaj kondiĉoj por ke la plasta eltruda procezo okazu.
1. La extruder kutime uzas elektran hejton, kiu estas dividita en rezista hejtado kaj indukta hejtado. La hejta tuko estas instalita en la korpo, kolo kaj kapo. La hejta aparato varmigas la plaston en la cilindro ekstere por pliigi la temperaturon por atingi la temperaturon necesan por la proceza operacio.
2. La malvarmiga aparato de extruder estas fiksita por certigi, ke la plasto estas en la temperaturo postulata de la procezo. Specife, ĝi estas ekskludi la troan varmecon generitan de la tonda frotado kaŭzita de ŝraŭborotacio, por eviti ke la temperaturo estu tro alta por malfaciligi la plaston putriĝi, bruligi aŭ formi. La barela malvarmigo estas dividita en du tipojn: akvomalvarmigo kaj aermalvarmigo. Ĝenerale, malgrandaj kaj mezgrandaj extruders estas pli taŭgaj por aermalvarmigo, kaj grandgrandaj estas plejparte akvomalvarmigitaj aŭ kombinitaj kun du formoj de malvarmigo.





