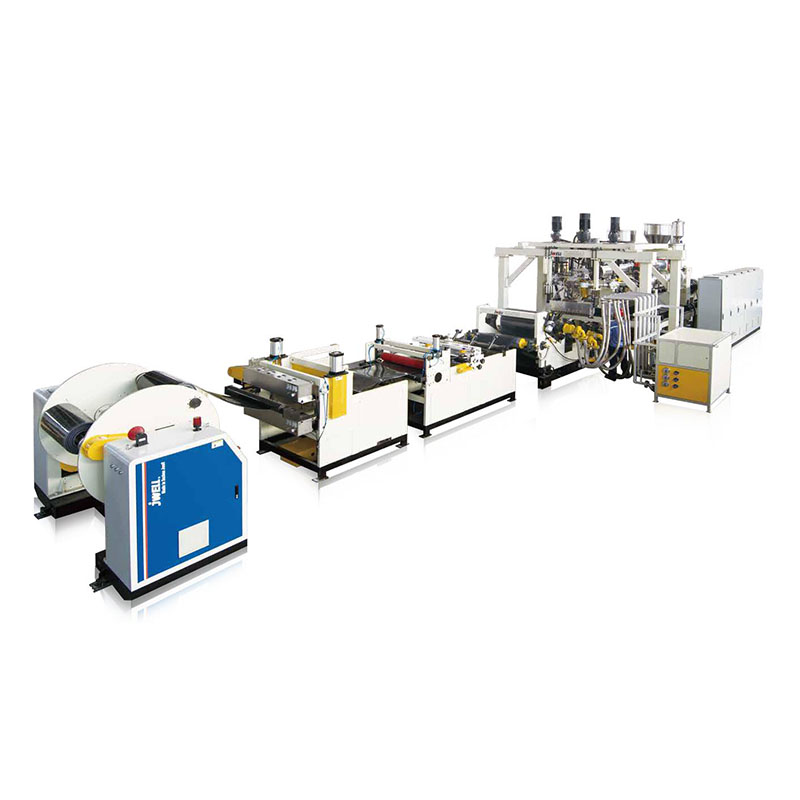
PP kaj Kalcia Pulvoro Mediprotekta Folio Eltruda Linio
PP + CaCo3 ekologie-amika folia eltruda linio
Ĝi disvolvita de la kompanio Jwell uzas la tri extruders por 3 aŭ 4 tavoloj kun-extrudado. Ĉi tiu linio adoptas la Jwell laste desegnitan PP + CaCo3 elspiratan ŝraŭbon kaj la PLC-komputilan kontrolantan aparaton kaj aŭtomate dikecon-detektan aparaton por ke la maŝino povas maksimumigi la procenton de la CaCo3 en la foliproduktado por redukti la koston de la folio kaj la folio produktita povas. akiri la bonajn fizikajn ecojn kaj pluajn prilaborajn kapablojn. Ĝi estas la plej altnivela folimaŝino en Ĉinio.
Ĉefa teknika specifo
|
Modelo |
JW-120/100/45-1500 |
|
Produktoj Larĝo |
1320mm |
|
dikeco de produktoj |
0.3mm |
|
Tavolstrukturo |
A/B/C/A |
|
Kapacito |
800 kg/h |
Noto: La specifoj povas ŝanĝiĝi sen antaŭa avizo.
Montrado de finitaj produktoj




Kunmetaĵo de plasta eltrudmaŝino
La ĉefa maŝino de plasta eltrudmaŝino estas extruder, kiu konsistas el eltruda sistemo, transdona sistemo kaj hejtado kaj malvarmiga sistemo.
Eltruda sistemo
La eltruda sistemo inkluzivas Ekstrudanton, Nutradan sistemon, Ekranŝanĝilon, Mezuran pumpilon, T-die. La plasto estas plastigita en unuforman fandadon tra la eltruda sistemo, kaj estas kontinue eltrudita per la ŝraŭbo sub la premo establita en la procezo.
Ŝraŭbo kaj Barelo: Ĝi estas la plej grava parto de la extruder. Ĝi estas rekte rilata al la aplika gamo kaj produktiveco de la extruder. Ĝi estas farita el alta fortika kaj koroda rezistema aloja ŝtalo.La barelo kunlaboras kun la ŝraŭbo por atingi la disbatadon, mildigon, fandigon, plastigon, venton kaj kompaktiĝon de la plasto, kaj senĉese kaj unuforme transportas la kaŭĉukon al la mulda sistemo.
Nutra sistemo: ĝia funkcio estas egale transporti malsamajn formojn de plastoj al la saltego de la extruder.
Ekranŝanĝilo: Ĝia funkcio estas forigi ĉiajn malpuraĵojn en plasto
Mezura pumpilo:Ekipi pumpilon antaŭ la extruder, kontrolante premon antaŭ la pumpilo kaj kontrolante la rapidon de eltrudado, kiu povas minimumigi pulsadon kaj neregulan materialan nutradon kaj certigas, ke la polimero estas glate eligita kaj senĉese liverita al la kaploko. La ŝelo de la pumpilo adoptas altkvalitan aloj-ŝtalon kaj
la ilaro uzas estingitan kroman ŝtalon aŭ aliajn altkvalitajn metalajn materialojn, kiuj certigas altan efikecon kaj elfluan pruvon.
T-ĵetkubo: La funkcio de la T-ĵetkubo estas konverti la plastan fandadon, kiu rotacias en paralelan kaj linearan movadon, kiu estas egale kaj glate enkondukita.
Transdona sistemo
La funkcio de la veturadsistemo estas movi la ŝraŭbon kaj provizi la tordmomanton kaj rapidecon postulataj de la ŝraŭbo en la eltruda procezo. Ĝi kutime konsistas el motoro, reduktilo kaj lagro.
Aparato de hejtado kaj malvarmigo
Hejtado kaj malvarmigo estas necesaj kondiĉoj por ke la plasta eltruda procezo okazu.
1. La extruder kutime uzas elektran hejton, kiu estas dividita en rezista hejtado kaj indukta hejtado. La hejta tuko estas instalita en la korpo, kolo kaj kapo. La hejta aparato varmigas la plaston en la cilindro ekstere por pliigi la temperaturon por atingi la temperaturon necesan por la proceza operacio.
2. La malvarmiga aparato de extruder estas fiksita por certigi, ke la plasto estas en la temperaturo postulata de la procezo. Specife, ĝi estas ekskludi la troan varmecon generitan de la tonda frotado kaŭzita de ŝraŭborotacio, por eviti ke la temperaturo estu tro alta por malfaciligi la plaston putriĝi, bruligi aŭ formi. La barela malvarmigo estas dividita en du tipojn: akvomalvarmigo kaj aermalvarmigo. Ĝenerale, malgrandaj kaj mezgrandaj extruders estas pli taŭgaj por aermalvarmigo, kaj grandgrandaj estas plejparte akvomalvarmigitaj aŭ kombinitaj kun du formoj de malvarmigo.





