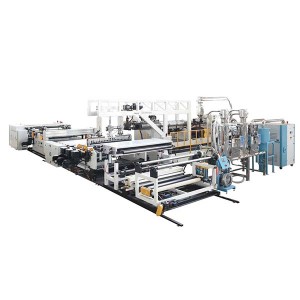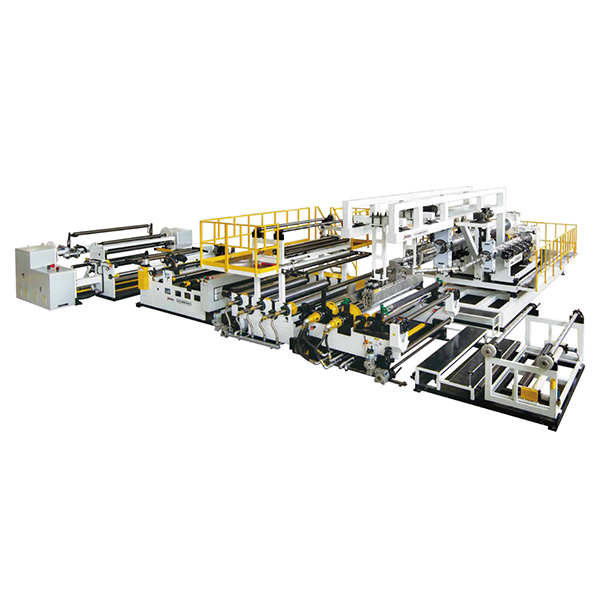


TPU Alt-malalta Temperaturo/Alt-elasta Filma Ko-extruda Linio
Karakterizaĵoj de produktado-linio
TPU-krudaĵoj kun malsamaj temperaturoj kaj malmolecaj gamoj estas eltruditaj per du aŭ tri ekstrudistoj samtempe. Kompare kun la tradicia kunmetita procezo, estas pli ekonomie, pli ekologie amika kaj pli efika rekombini alt- kaj malalt-temperaturajn maldikajn filmojn eksterrete.

Ĉefa teknika specifo
|
Modelo |
Larĝo de produktoj |
dikeco de produktoj |
Kapacito |
|
JWS90+JWS100 |
1000-2000mm |
0,02-0,5mm |
200-250 kg/h |
|
JWS90+JWS90+JWS90 |
1000-2000mm |
0,02-0,5mm |
200-300kg/h |
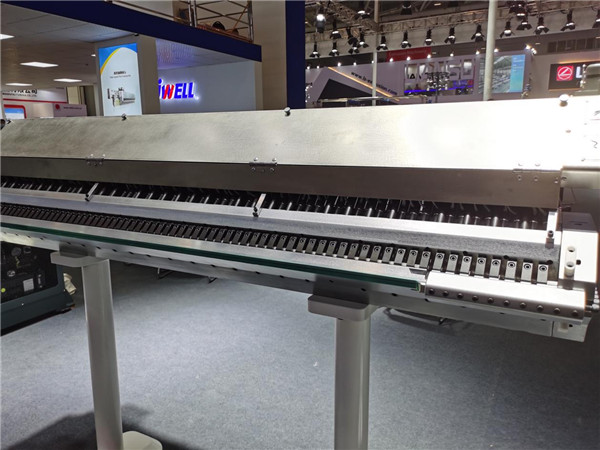
La ĵetkubo (ŝimo)adoptas etendon V-forman akvogutan fluan kanalon, kun la ŝunta teknologio kaj speciala triangulo stabiligas strukturon. Kunmeti tavolon kaj plibonigi la precizecon de la eltrudprocezo por elimini "M" formon kaj "W" formon fluaj ŝablonoj efike. La supra die lipo uzante push-off tipo mana fajnagordado + aŭtomata fajnagordado unupeca morta lipo, mana alĝustigo gamo estas ±1mm, aŭtomata alĝustigo gamo±300um; Pri la aŭtomataj kontrolpartoj de la lipo-alĝustigo, ni uzas nuntempe tre altnivelan plene fermitan buklan kontrolsistemon kaj la aŭtomata mezursistemo faras la produktan dikecon precize en ± 2%, enreta dikmezurilo estas aŭtomata kontinua detektado de skanado ofte, povas montri la tre. realtempa preciza dikeco-toleremo de la produktoj. Tra komputila programo prilaborado de la datumoj, retrosciigo al speciala die lipo ĝustigi riglilon termika ekspansio, kaj realigi la malfermo de la die lipo dikeco por aŭtomata fajnagordado, rapida kaj efika kontrolo produkto dikeco precize. Kaj ni havas bonan die kapo skaleblo, laŭ customers'needs , kongruanta kun malsamaj "interne blokado tipo larĝo ĝustiganta aparato" aŭ "la ekstera blokado tipo larĝo ĝustiga aparato", estu pli bone kontentigita kliento bezonoj al pli efika produktado.


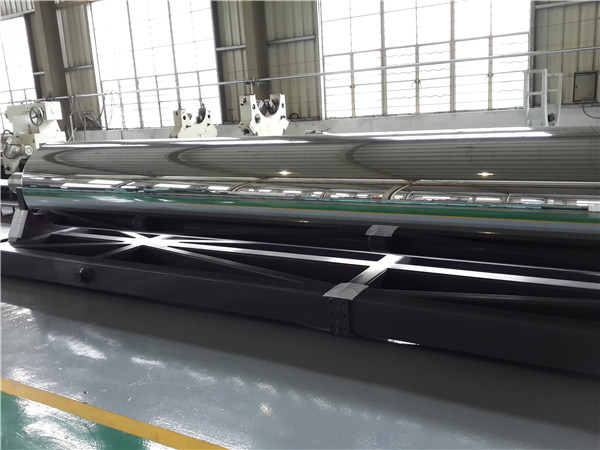
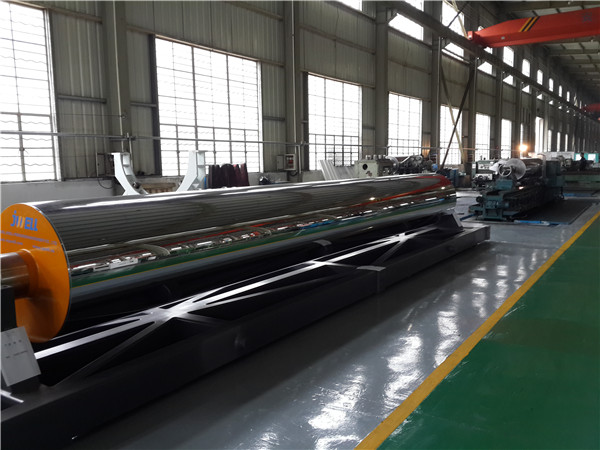
Super Spegula Rulilo
● La surfaca malglateco de la rulilo povas esti atingita Ra0.005-0.01μm;
● La cilindrico kaj kocentreco de la rulilo povas esti atingitaj ≤0.005mm;
● Plibonigita rulila rigideco kaj minimumigita rulila surfaca temperaturo devio tra speciala rulstruktura dezajno.